



Was ist eine Rinderschlachtlinie?
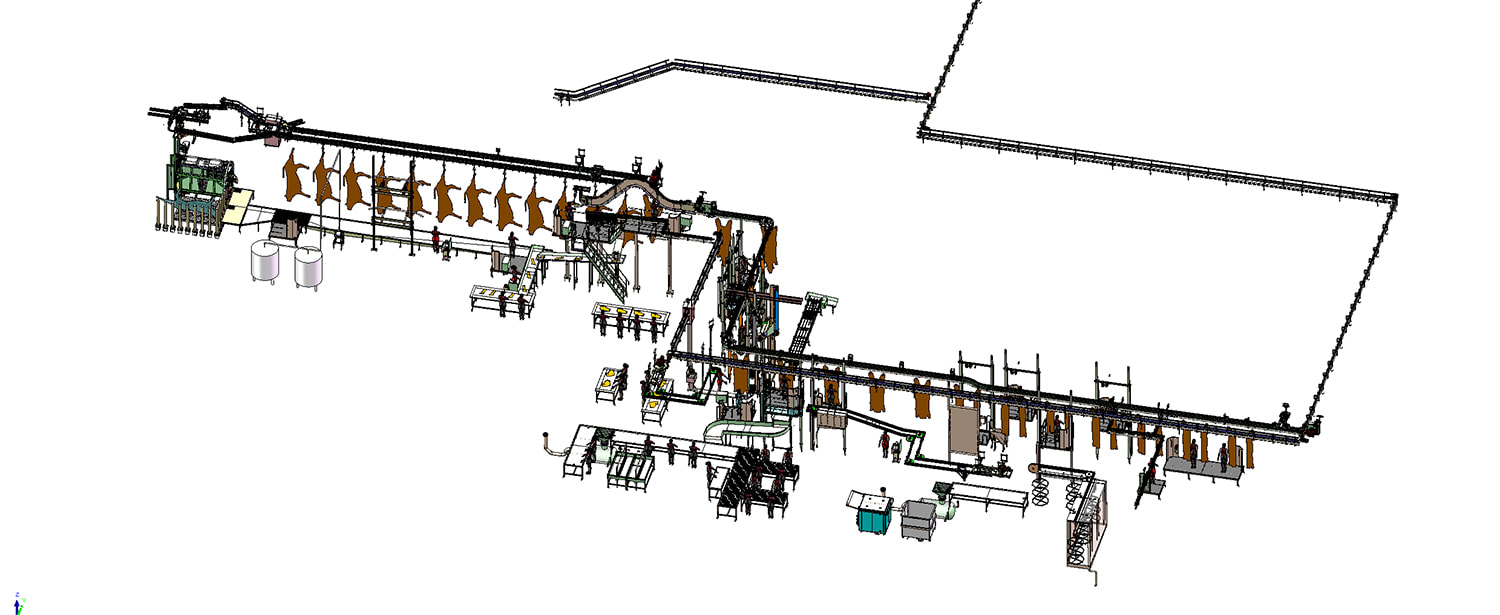
Eine Rinderschlachtlinie ist eine systematisch angeordnete Reihe von Maschinen, Förderbändern, Arbeitsstationen und Werkzeugen, die gemeinsam den gesamten Prozess der Umwandlung lebender Rinder in zugerichtete Schlachtkörper durchführen, die für die Weiterverarbeitung, Kühlung oder den Einzelhandelsvertrieb bereit sind. Sie wird auch als Rindfleischschlachtlinie oder Rinderverarbeitungslinie bezeichnet und ist das betriebliche Rückgrat jedes modernen Schlachthofs oder jeder Rindfleischverarbeitungsanlage. Die Linie ist darauf ausgelegt, alle aufeinanderfolgenden Schritte – von der Ankunft und Betäubung lebender Tiere über das Ausbluten, Enthäuten, Ausweiden, Teilen und die Endkontrolle – in einem kontinuierlichen, kontrollierten und hygienischen Arbeitsablauf abzuwickeln.
Das Konzept einer Rinderschlachtlinie ist Effizienz durch sequentiellen Ablauf. Anstelle einer stationären Verarbeitung, bei der sich die Arbeiter um das Tier bewegen, bewegt sich der Kadaver entlang eines Hängeschienensystems, während spezialisierte Arbeiter oder automatisierte Geräte an festen Stationen bestimmte Aufgaben ausführen. Dieser Ansatz erhöht den Durchsatz erheblich, verringert das Risiko einer Kreuzkontamination und ermöglicht eine präzise Qualitäts- und Hygienekontrolle bei jedem Schritt. Eine gut konzipierte Rindfleischschlachtlinie kann je nach Größe, Automatisierungsgrad und Betriebsgröße zwischen 20 und über 400 Rinder pro Stunde verarbeiten.
Modern Rinderschlachtlinien sind so konstruiert, dass sie den strengen Lebensmittelsicherheitsvorschriften, Tierschutzstandards und Umweltanforderungen entsprechen. Unabhängig davon, ob Sie einen kleinen regionalen Schlachthof oder eine große industrielle Rindfleischfabrik bauen, ist es wichtig zu verstehen, wie diese Linien strukturiert sind – und was eine gut gebaute Linie von einer schlecht konzipierten unterscheidet –, um fundierte Investitionsentscheidungen zu treffen und sichere, effiziente und konforme Abläufe zu erreichen.
Der schrittweise Ablauf einer Rinderschlachtlinie
Jede Rinderverarbeitungslinie folgt einem definierten Arbeitsablauf. Jeder Schritt baut auf dem vorherigen auf und die Hygiene, Geschwindigkeit und Präzision in jeder Phase wirken sich direkt auf die Qualität und Sicherheit des Endprodukts aus. Hier ist eine detaillierte Anleitung des gesamten Prozesses:
Stall und Tieraufnahme
Bevor mit der Verarbeitung begonnen wird, werden die Rinder für eine obligatorische Ruhezeit, typischerweise 12 bis 24 Stunden, in Ställen in der Schlachtanlage gehalten. Diese Ruhezeit ist sowohl für das Tierwohl als auch für die Fleischqualität von entscheidender Bedeutung. Gestresste Tiere setzen Cortisol frei und verbrauchen Muskelglykogen, was den pH-Wert der Muskeln erhöht und zu dunklem, festem, trockenem Rindfleisch (DFD) führt – ein schwerwiegender Qualitätsmangel. Während der Haltung haben die Tiere Zugang zu Wasser und es wird eine geschulte tierärztliche Schlachttieruntersuchung durchgeführt, um alle Tiere zu identifizieren und auszusondern, die Anzeichen einer Krankheit, Verletzung oder Schlachtuntauglichkeit aufweisen. Nur Tiere, die die Schlachttieruntersuchung bestehen, gelangen zur Schlachtlinie.
Atemberaubend
Die Rinder werden aus dem Stall durch einen Treibstall und einen Gänsemarsch in eine Betäubungsbox getrieben – ein schmaler, geschlossener Stall, in dem das Tier für die Betäubung festgehalten wird. Eine wirksame Betäubung führt dazu, dass das Tier vor dem Ausbluten sofort und irreversibel bewusstlos wird, was in den meisten Ländern sowohl eine Tierschutzanforderung als auch eine gesetzliche Vorschrift ist. Die am weitesten verbreitete Methode ist die Bolzenschussbetäubung, bei der ein pneumatisches oder pulverbetriebenes Gerät einen Stahlbolzen in den Frontallappen des Gehirns abfeuert. Die richtige Positionierung – gezielt auf den Schnittpunkt zweier diagonaler Linien, die von der Basis jedes Horns zum gegenüberliegenden Auge verlaufen – ist entscheidend für eine saubere und effektive Betäubung. Einige Einrichtungen, insbesondere solche, die für Halal- oder koschere Märkte verarbeiten, verwenden nicht durchdringende Bolzenschuss- oder kontrollierte Atmosphärenbetäubungsmethoden, die den religiösen Schlachtanforderungen entsprechen.
Fesseln und Heben
Unmittelbar nach der Betäubung wird das Tier mit einer Kette oder einem Schäkel, die am Deckenschienensystem befestigt sind, an einem oder beiden Hinterbeinen gefesselt. Ein Hebezeug – entweder manuell oder elektrisch – hebt das betäubte Tier vom Boden auf die Entlüftungsschiene. Die Geschwindigkeit zwischen Betäubung und Entblutung ist von entscheidender Bedeutung: Die Zeitspanne zwischen der effektiven Betäubung und dem Beginn der Entblutung muss minimiert werden – idealerweise unter 60 Sekunden –, um sicherzustellen, dass das Tier während des Entblutungsprozesses bewusstlos bleibt und die Blutableitung aus dem Schlachtkörper maximiert wird.
Blutung (Kleben)
An der Entlüftungsschiene führt ein erfahrener Operateur den Stechschnitt durch, indem er mit einem langen, scharfen Stechmesser die großen Blutgefäße am Halsansatz (die Halsschlagadern und Halsvenen) durchtrennt. Der Kadaver wird typischerweise in einem Entblutungsschrank eingeschlossen oder über einer Drainagerinne positioniert, um Blut aufzufangen, das zur Tierverwertung, zur pharmazeutischen Verwendung oder zur Herstellung von Blutmehl gewonnen werden kann. Die Rinder werden mindestens drei bis fünf Minuten lang ausgeblutet. Unvollständiges Ausbluten ist eine der häufigsten Ursachen für ein schlechtes Aussehen des Schlachtkörpers und führt zu dunklem, blutverschmiertem Fleisch. Bei der Halal-Schlachtung muss der stechende Schnitt alle angegebenen Gefäße in einer einzigen, schnellen Bewegung durchtrennen, während das Tier der Qibla zugewandt ist – und dieser Vorgang muss von einem ausgebildeten muslimischen Schlachter mit dem entsprechenden Segen durchgeführt werden.
Kopfentfernung und Hautentfernung (Häuten)
Nach der Blutung wird der Kopf am Atlasgelenk entfernt und in ein spezielles Kopfinspektionsgestell überführt, wo er einer postmortalen tierärztlichen Untersuchung auf Krankheitszeichen, insbesondere einer Tuberkulose-Lymphknotenuntersuchung, unterzogen wird. Der Kopf bleibt während der gesamten Inspektion mit dem Kadaver identifiziert. Anschließend erfolgt die Häutung – das Entfernen der Haut – in einer definierten Reihenfolge von den Unterschenkeln bis zum Körper. Moderne Rinderschlachtlinien verwenden eine Kombination aus manueller Messerarbeit an den Beinen, am Bauch und am Rücken, gefolgt von einem mechanischen Hautabzieher, der die Haut mit einem einzigen Zug nach unten vom Kadaver abzieht. Mit Häuteziehern wird das Risiko einer Kontamination des Kadavers mit Häutebakterien erheblich verringert und der Arbeitsaufwand im Vergleich zur vollständig manuellen Enthäutung verringert.
Ausweiden
Ausweiden — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Aufteilen
Nach dem Ausweiden wird der Kadaver mithilfe einer angetriebenen Bandsäge oder einer Säbelsäge in Längsrichtung entlang der Wirbelsäule in zwei Hälften (Seiten) gespalten. Die Spaltung muss genau der Mitte der Wirbelsäule folgen, um symmetrische Seiten zu erzeugen und die Entfernung des Rückenmarks zu erleichtern – ein obligatorischer Schritt in vielen Ländern im Rahmen der Kontrollen von spezifiziertem Risikomaterial (SRM) für bovine spongiforme Enzephalopathie (BSE). Das Rückenmark wird zusammen mit dem Schädel, der Wirbelsäule und anderen spezifischen Geweben älterer Tiere als SRM eingestuft und muss in BSE-Risikoregionen unter strengen behördlichen Kontrollen entfernt und entsorgt werden.
Obduktion, Beschneiden und Waschen
Die Schlachtkörperhälften werden zur Obduktionsstation gebracht, wo ein staatlich autorisierter Tierarzt oder Fleischinspektor den Schlachtkörper, die Organe und den Kopf auf Anzeichen von Krankheiten, Pathologien oder Kontaminationen untersucht. Die übergebenen Schlachtkörper können dann zugeschnitten werden, um sichtbare Verunreinigungen, Druckstellen oder SRM-Material zu entfernen, gefolgt von einer abschließenden Hochdruckwasserwäsche, um Knochenstaub, Oberflächenbakterien und verbleibende Verunreinigungen zu entfernen. Einige Einrichtungen wenden in dieser Phase auch antimikrobielle Maßnahmen wie Sprays mit organischen Säuren (Milchsäure oder Essigsäure) an, um die bakterielle Belastung der Oberfläche zu verringern und die Haltbarkeitsdauer zu verlängern – eine Praxis, die in den Vereinigten Staaten Standard ist, in der EU jedoch anders geregelt wird.
Wiegen, Sortieren und Kühlen
Inspizierte und gewaschene Schlachtkörperhälften werden auf einer Inline-Schienenwaage gewogen und können hinsichtlich Qualität und Ertragsklassifizierung bewertet werden (USDA Prime/Choice/Select in den USA oder EU-Klassifizierungssysteme in Europa). Anschließend werden die Schlachtkörper in Kühlräume überführt, wo sie innerhalb eines festgelegten Zeitraums – typischerweise innerhalb von 24 bis 36 Stunden bei großen Rinderschlachtkörpern – auf eine Innentemperatur unter 7 °C (45 °F) abgekühlt werden. Eine schnelle und gleichmäßige Kühlung ist entscheidend für die Lebensmittelsicherheit, die Entwicklung der Zartheit und die Haltbarkeit. In Hochdurchsatzanlagen werden Schnellkühltunnel und sorgfältig kontrollierte Luftstrommuster eingesetzt, um konforme Kühlraten zu erreichen.
Kernausrüstung in einer Rinderschlachtlinie
Eine komplette Verarbeitungslinie für Rinderfleisch umfasst eine breite Palette an Spezialgeräten. Die Qualität, das Design und die Wartung jedes einzelnen Geräts wirken sich direkt auf den Durchsatz, die Hygiene, die Arbeitssicherheit und die Schlachtkörperqualität aus. Hier eine Aufschlüsselung der wesentlichen Ausstattungskategorien:
| Ausrüstung | Funktion | Zu bewertendes Hauptmerkmal |
| Atemberaubend Box | Fesselt das Tier zur Betäubung | Tierfreundliches Design, einfache Reinigung |
| Gefangener Bolzenbetäuber | Macht das Tier bewusstlos | Eindringtiefe, Wartungssicherheit |
| Hebe- und Transfersystem | Hebt den Kadaver auf die Entlüftungsschiene | Tragfähigkeit, Geschwindigkeit, Sicherheitsfunktionen |
| Oberleitungssystem | Bewegt den Kadaver durch alle Stationen | Spurweite, Tragfähigkeit, Korrosionsbeständigkeit |
| Entlüftungsschrank / Trog | Sammelt Blut während der Blutung | Effizienz der Blutrückgewinnung, Entwässerungsdesign |
| Abzieher verstecken | Entfernt mechanisch Haut | Zugkraft, Kontrolle der Schlachtkörperkontamination |
| Ausweiden Platform | Höhenverstellbare Arbeitsplattform zur Organentnahme | Ergonomie, Hygiene, Verstellbereich |
| Eingeweide-Inspektionswagen | Hält Organe zur Inspektion neben dem Kadaver | Identitätsverfolgung, einfache Desinfektion |
| Korpusspaltsäge | Spaltt den Kadaver entlang der Wirbelsäule | Klingentyp, Schnittpräzision, SRM-Steuerung |
| Hochdruck-Karkassenwaschanlage | Abschließende Oberflächendekontaminationswäsche | Wasserdruck, Abdeckung, Wasserrecycling |
| Inline-Schienenwaage | Wiegt die Schlachtkörperhälften automatisch | Genauigkeit, Datenintegration mit Anlagenmanagementsystem |
| Messersterilisationseinheiten | Desinfiziert Messer zwischen den Schnitten | Wassertemperatur (mindestens 82°C), Durchflussmenge |
Gestaltungsprinzipien für Hygiene und Lebensmittelsicherheit
Hygiene ist das wichtigste Designkriterium in einer Rinderschlachtlinie. Bei jeder Struktur-, Ausrüstungs- und Arbeitsablaufentscheidung muss die Verhinderung einer mikrobiologischen Kontamination von Schlachtkörpern und die Erleichterung einer wirksamen Reinigung und Desinfektion Vorrang haben. Die folgenden Grundsätze sind für die hygienische Gestaltung von Schlachtlinien von grundlegender Bedeutung:
- Trennung von Rein-/Schmutzstrom: Die Linie muss physisch so gestaltet sein, dass die saubere Schlachtkörperseite niemals mit schmutzigen Bereichen wie der Hautentfernungszone, Magen- und Darmbearbeitungsbereichen oder Abfallentsorgungswegen kreuzt. In einer gut konzipierten Anlage folgen Luftstrom, Personalbewegung und Materialfluss einer strikten Rein-zu-Schmutz-Richtung.
- Edelstahlkonstruktion: Alle Oberflächen, Geräterahmen, Schienen, Plattformen und Förderbänder, die mit Kadavern in Berührung kommen oder Blut, Wasser oder Dampf ausgesetzt sein könnten, müssen aus lebensmittelechtem Edelstahl (normalerweise Güteklasse 304 oder 316) bestehen. Edelstahl ist korrosionsbeständig, verträgt chemische Desinfektionsmittel und weist keine Oberflächenporosität auf, die Bakterien beherbergen könnte.
- Messerhygienestationen: Mehrere Messersterilisationseinheiten – die Wasser enthalten, das auf mindestens 82 °C (180 °F) gehalten wird – müssen in der gesamten Linie positioniert werden, damit die Bediener ihre Messer zwischen jedem Kadaver sterilisieren können. Dies ist in den meisten Gerichtsbarkeiten eine gesetzliche Anforderung und die wichtigste Kontrolle zur Verhinderung einer Kreuzkontamination zwischen Tieren.
- Richtlinie zur Vermeidung von Kontakt zwischen Schlachtkörper und Boden: Sobald ein Kadaver auf die Deckenschiene gehoben wird, darf er nie wieder den Boden, die Wände oder andere nicht desinfizierte Oberflächen berühren. Schienenhöhe, Plattformdesign und Gerätepositionierung müssen so gestaltet sein, dass dies in jedem Verarbeitungsschritt gewährleistet ist.
- Entwässerung und Wassermanagement: Die Böden müssen ein Gefälle (mindestens 2 %) zu den Entwässerungskanälen aufweisen und über eine ausreichende Abflusskapazität verfügen, um den Spitzenwasserdurchfluss während des Betriebs und der Reinigung zu bewältigen. Entwässerungssysteme müssen verhindern, dass Wasser von schmutzigen in saubere Zonen fließt.
- Integration der Ante-Mortem- und Post-Mortem-Inspektion: Die Leitungsanordnung muss spezielle, gut beleuchtete Inspektionsstationen mit ausreichendem Zugang für den amtlichen Tierarzt zur systematischen Untersuchung von Schlachtkörpern, Köpfen und Eingeweiden bieten, ohne den Leitungsfluss zu unterbrechen.
Planung von Durchsatzkapazität und Liniengeschwindigkeit
Die richtige Kapazität und Geschwindigkeit einer Rinderschlachtlinie zu bestimmen, ist eine der folgenreichsten technischen Entscheidungen bei der Anlagenkonstruktion. Eine zu langsame Linie lässt Kapazität und Rentabilität auf dem Spiel; Eine zu schnelle Zubereitung birgt Risiken für die Lebensmittelsicherheit, Verstöße gegen den Tierschutz und Verletzungen der Arbeitnehmer. So denken Sie über die Kapazitätsplanung nach:
Definieren des Zieldurchsatzes
Beginnen Sie mit Ihren realistischen täglichen und jährlichen Tötungszielen und berücksichtigen Sie dabei geplante Betriebsstunden, Schichtmuster und saisonale Schwankungen im Viehbestand. Die meisten Schlachtlinien arbeiten ein- oder zweischichtig mit jeweils acht bis zehn Stunden pro Tag. Berücksichtigen Sie bei der Berechnung der Nettoproduktionszeit geplante Ausfallzeiten für Reinigung und Desinfektion – typischerweise ein bis zwei Stunden pro Schicht. Ein üblicher Richtwert für einen mittelgroßen Schlachthof liegt bei 50 bis 100 Tieren pro Stunde; Große Industrieanlagen arbeiten mit 200 bis 400 Stück pro Stunde.
Engpassanalyse
Jede Schlachtlinie hat einen Engpass – die einzelne Station oder Operation, die die Höchstgeschwindigkeit der gesamten Linie begrenzt. Ausweiden und Aufteilen sind üblicherweise die geschwindigkeitsbegrenzenden Schritte. Wenn Sie eine neue Linie planen oder eine bestehende aufrüsten, identifizieren Sie den Engpassbetrieb und planen Sie ihn entsprechend. Durch das Hinzufügen von Automatisierung am Engpass, wie z. B. automatisiertes Rinderbrust-Sägen oder Roboter-Ausweidungssysteme, kann der Durchsatz erheblich gesteigert werden, ohne dass der Arbeitsaufwand proportional steigt.
Arbeitsanforderungen nach Durchsatz
Der Arbeitsbedarf steigt mit dem Durchsatz, jedoch nicht linear – Automatisierung kann die Arbeitsintensität bestimmter Aufgaben verringern. Als grobe Richtlinie für eine konventionell besetzte Rinderschlachtlinie:
- 20–50 Stück/Stunde: Ungefähr 15–30 Schlachthofarbeiter sowie Aufsichts-, Inspektions- und Versorgungspersonal.
- 50–100 Stück/Stunde: Ungefähr 30–60 Schlachtarbeiter mit stärkerer Spezialisierung der Aufgaben an jeder Station.
- 100–200 Stück/Stunde: 60–120 Arbeiter mit hoher Aufgabenspezialisierung, ergonomischem Arbeitsplatzdesign und typischerweise einigen automatisierten Assistenten für das Ziehen von Häuten, das Schneiden von Bruststücken und das Waschen von Schlachtkörpern.
- 200 Stück/Stunde: Große Industrieanlagen dieser Größenordnung investieren stark in Roboter- und automatisierte Systeme, um Arbeitskosten, Konsistenz und ergonomische Verletzungsrisiken zu verwalten.
Wichtige Faktoren, die beim Kauf einer Rinderschlachtlinie zu berücksichtigen sind
Die Investition in eine Rinderschlachtlinie ist eine wichtige Kapitalentscheidung. Unabhängig davon, ob Sie ein komplettes schlüsselfertiges System oder einzelne Gerätekomponenten kaufen, sind dies die entscheidenden Faktoren, die Sie vor der Entscheidung bewerten sollten:
- Einhaltung örtlicher Vorschriften: Stellen Sie sicher, dass die Ausrüstung und das Liniendesign vollständig den Lebensmittelsicherheits-, Tierschutz- und Umweltvorschriften Ihres Landes entsprechen. Bitten Sie den Lieferanten, Referenzen von Betriebsstätten in Ihrem Zuständigkeitsbereich vorzulegen und zu bestätigen, dass seine Ausrüstung von Ihrer nationalen Lebensmittelsicherheitsbehörde akzeptiert wird.
- Lieferantenerfahrungen und Referenzen: Wählen Sie Lieferanten mit dokumentierter Erfahrung in der Entwicklung und Inbetriebnahme von Rinderschlachtlinien mit ähnlicher Kapazität und Konfiguration wie Sie. Fordern Sie Besuche vor Ort bei in Betrieb befindlichen Referenzanlagen an und sprechen Sie direkt mit Werksleitern über Zuverlässigkeit, Kundendienst und Ersatzteilverfügbarkeit.
- Materialqualität und Baustandards: Bestehen Sie auf einer kompletten Edelstahlkonstruktion für alle produktberührenden Oberflächen und Nassbereichsstrukturen. Fordern Sie Materialzertifikate und Schweißqualitätsdokumente an. Kostengünstige Leitungen aus Weichstahl oder mit schlechter Schweißqualität korrodieren schnell und verursachen anhaltende Hygieneprobleme.
- Automatisierungsgrad und zukünftige Skalierbarkeit: Berücksichtigen Sie nicht nur Ihren aktuellen Durchsatzbedarf, sondern auch Ihren Fünfjahres-Wachstumsplan. Wählen Sie eine Linienkonfiguration, die erweitert werden kann – durch zusätzliche Stationen, Automatisierungs-Upgrades oder Erhöhung der Liniengeschwindigkeit –, ohne dass ein kompletter Umbau erforderlich ist.
- Ersatzteilverfügbarkeit und lokaler Service-Support: Anlagenstillstände in einem Schlachtbetrieb sind äußerst kostspielig. Stellen Sie sicher, dass wichtige Ersatzteile vor Ort auf Lager sind oder für eine Expresslieferung verfügbar sind und dass der Lieferant über qualifizierte Servicetechniker verfügt, die innerhalb von 24 bis 48 Stunden auf Geräteausfälle reagieren können.
- Gesamtbetriebskosten: Bewerten Sie die gesamten Lebenszykluskosten der Linie – nicht nur den Kaufpreis. Berücksichtigen Sie den Energieverbrauch, den Wasserverbrauch, die Kosten für Reinigungschemikalien, den Wartungsaufwand, Ersatzteile und die erwartete produktive Lebensdauer der Ausrüstung. Eine Anlage höherer Qualität, die im Vorfeld 30 % mehr kostet, aber bei minimaler Ausfallzeit 25 Jahre hält, liefert fast immer bessere Erträge als eine preisgünstige Anlage, die häufige Reparaturen und einen frühen Austausch erfordert.
- Schulung und Inbetriebnahmeunterstützung: Ein Anbieter kompletter schlüsselfertiger Anlagen sollte für die Installationsüberwachung, Inbetriebnahme und gründliche Schulung Ihres Betriebs- und Wartungspersonals vor Ort sorgen. Unzureichende Schulung ist einer der häufigsten Gründe dafür, dass neue Schlachtlinien in den ersten Betriebsmonaten nicht den Designvorgaben entsprechen.










